グラビア印刷用のシリンダーはその母体が鉄で出来ており、その上から銅メッキ、クロムメッキを施すのが一般的です。一度造ったシリンダーは使い捨てではなく何度も印刷されます。さらに変更が生じた場合でもシリンダーはメッキ部分を落として再利用されます。当社でもシリンダーは可能な限り再利用をします。しかし、その印刷に適したサイズのシリンダーがない場合は、新品の鉄芯を購入して版を造ることになります。
 | 左の写真は印刷から戻ってきたシリンダーです。このシリンダーから再び印刷用の版を造っていきます。まず一度新品の状態に戻す工程に入ります。フランジ部分にインクがこびりついているので、右の様に汎用旋盤にてインクを削ぎ落とします。 |  |
| 返却されたシリンダー | | 旋盤にてインク除去 |
 | 次にCNC旋盤でシリンダー表面の絵柄を削りとります。オークマ製の旋盤は精度が高く、また自動で形状及び寸法を測定。セラミック製丸コマバイトでクロム、銅メッキ層を一気に切削します。振れのあるシリンダーであっても強制的に修正し、誤差1/100の円筒度を出します。 | 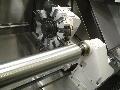 |
| 計測画面 | | CNC旋盤での落版 |
 | CNC旋盤が使えないサイズの場合は、塩酸で表面の薄いクロムメッキ層(8μm)を溶かし、銅肌のシリンダーにします。銅肌となったシリンダーは#220の砥石研磨により、銅の部分(約100μm)を削り落として鉄が見えるようになります。これで新品の鉄芯の状態になりました。 |  |
| 銅肌のシリンダー | | #220の砥石で落版 |
 | 新品の状態になったシリンダーに薄くニッケルメッキをします。鉄に直接銅メッキはできないので、接着剤代わりです。次に銅メッキを付けます。通常の版は版深が30μm程度ですので、120μm位の厚みにします。メッキ厚は目標寸法より若干厚めにメッキされ、後の研磨で微調整します。当社は硫酸銅浴の銅メッキのため写真の様に銅メッキ上がりで光沢はなく、鈍い銅色をしています。 |  |
| 銅メッキライン | | 銅メッキ上がり |
 | 再び砥石研磨機にて目標とする寸法に#500の砥石にて研磨されます。研磨機に付属する自動測定機にて直径を面長方向に7ヶ所測定し、画面にその結果がでます。あと何処をどれくらい研磨すれば良いかが一目でわかります。その後#2500の砥石で仕上げをかけます。 |  |
| 円周自動測定 | | 測定結果画面 |
 | 目標の寸法(円周精度2/100、誤差0.06mm以下)になったシリンダーをバフ研磨機により表面を鏡面の状態にもって行きます。砥石研磨からでも次の製版工程にまわすこともできますが、仕上りの良さやキズ・ピンホールの発見の必要性もありますので、後の効率を考えると、バフ研磨は欠かせません。 |  |
| バフ研磨機 | | 鏡面シリンダー |
 | ここからはダイレクト製版と彫刻製版の2つの工程分かれます。ダイレクト製版はこのシリンダーに紺色の感光液をコーティング機で6μm塗布します。乾燥後ポジフィルムをシリンダーに巻きつけ、紫外線を照射し画像をシリンダーに焼き付けます。 |  |
| コーティング機 | | 焼き付けの様子 |
 | 焼き付け機により紫外線の当たった部分の感光膜は硬化し、当たらなかった部分は現像機の中で溶けだし、シリンダーに画像が浮び上がります。そのため製版室の照明は紫外線カットの黄色い蛍光灯を使用していますので、すこし薄暗い中での作業となっています。 |  |
| 現像機 | | 紫外線カット蛍光灯 |
 | 現像後、塗り込みの工程に入ります。製版作業上での目印など、印刷には不要な柄を加筆液で消していきます。また焼き付け時にホコリなどを噛み込んで出来てしまったピンホールもこの工程で消していきます。機械には出来ない作業なので、熟練を要します。 |  |
| 塗り込み作業 | | 塗り込み作業 |
 | 塗り込みの終わったシリンダーに腐蝕液(第2塩化鉄)をかけ、画像部分だけを溶かし、凹みを造ります。目的の版深になるように腐蝕液をかける時間を調整します。腐蝕の終わったシリンダーは深度計でセルの状態と版深を確認します。版深を確認したシリンダーは表面の感光膜を剥がしてクロームメッキを施します。その後、ペーパー研磨にてクロームメッキの表面に適度のクラックを作り印刷しやすい状態にします。 |  |
| クロームメッキ後 | | ペーパー研磨 |











